



產品分類
相關資訊

咨詢熱線:
400-832-0855
傳真:0510-83217316
郵箱:wxyqjx@sina.com
地址:江蘇省東臺市唐洋鎮心紅工業園
相貫數控切割
- 咨詢熱線:400-832-0855
-





-
產品詳情
?
產品簡介
數控相貫線切割機技術說明
1. 設備概述
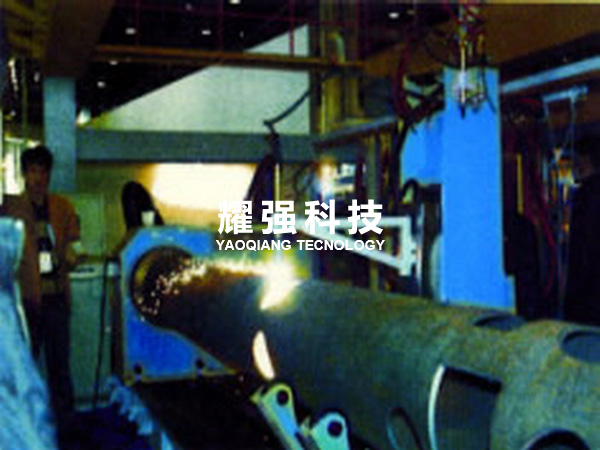
CNC-CP30/60A型數控相貫線切割機(如圖1)主要用于在金屬圓管上進行切割工作,如端部和孔的相貫線切割等,同時具有一定的坡口切割功能。其組成包括數控系統、縱向驅動系統、主軸回轉系統、主機體、火焰切割系統等,配置FastPIPE自動編程軟件,具有操作方便高效的特點。
1--機床底座;2—卡盤;3—主軸系統;4—氣體控制系統;5—數控系統;6—縱向行走部件;7—割槍調整裝置
圖1 數控相貫線切割機示意圖
2. 基本配置
2.1、 工件卡盤: 2套(Φ300和Φ600各1套)
2.2、 直線導軌長度: 4500mm
2.3、 數控系統: 1套,澳大利亞FASTCAM公司Micro-FastCNCTM
2.4、 數控驅動系統: 2套,日本松下高精度交流伺服驅動
2.5、 伺服用減速箱: 2套,德國NEUGART和SEW公司各1套
2.6、 割炬升降控制: 1套,電動恒速
2.7、 數控火焰單割炬: 1組
2.8、 自動點火裝置: 1組
2.9、 走線方式: 縱向拖鏈(德國IGUS公司)
2.10、切割氣源: 氧氣、乙炔(如使用其他氣體請提出)
2.11、 管材數控切割軟件: 1套,澳大利亞FastCAM公司FastPIPE
3.主要參數
3.1、 適合管徑: φ25--φ600mm
3.2、 適合工件長度: 不大于800mm
3.3、 床身長×寬×高: 4500×1440×1750mm
3.4、 割炬升降行程: 350mm
3.5、 切割速度: 30-1000mm/min(根據切割工藝設定)
3.6、 快速返程速度: 9000mm/min
3.7、 切割定位精度: ±0.5mm/m
3.8、 重復定位精度: ±0.5mm
3.9、 切口粗糙度: Ra12.5-25
3.10、切割材料: 低碳鋼
3.11、輸入電源: AC220V,50Hz,3kVA
3.12、工作環境: 溫度:0-45℃,濕度90%(非冷凝)
4.結構特點
該機主要用于金屬管材的火焰切割,功能齊全、自動化程度高、配置先進、動態穩定性好。CNC系統、伺服系統采用國際知名品牌。性能優良、人機界友好面,是客戶理想的管材切割設備。
本機主要組成部件主軸箱、縱向行走部件均裝于機床底座上,行走部件在伺服驅動下沿直線導軌在底座上行走,氣路及電纜經拖鏈隨其運動。數控系統、氣體控制盤均裝于主軸箱上,實現集中控制。數控系統還帶有遙控裝置,控制更方便。
4.1、 數控系統:澳大利亞Micro-FastCNCTM
Micro-FastCNCTM數控系統是澳大利亞FastCAM公司專為等離子、火焰、高壓水切割機開發的具有完善自動切割工藝,用于實現自動切割,高效切割,高質切割的先進的數控系統。該系統采用先進的工業級控制系統和硬件運動控制軸卡,具有超強的穩定性,提供完善的自動切割工藝,功能強大,操作方便,自動化程度高,是數控切割加工中具智能化的數控系統。配置顯示器為15寸TFT真彩液晶顯示,高清晰度,鍵盤為計算機操作鍵盤。
4.2、 驅動系統:日本松下高精度交流伺服驅動
1) 可進行狀態顯示、診斷、報警和參數設置;
2) 可自動和手動設置系統的剛性,可充分保證系統加工的穩定性;
3) 可調節電機轉速、指令脈沖、有效負荷率、可診斷各種報警故障;
4) 電機采用高磁稀土材料,導磁散熱性能好,磁通密度高,動態特性變化小;
5) 伺服電機帶高精度脈沖編碼器檢測,可充分保證伺服電機運行速度和精度。
4.3、 主軸箱
主軸箱采用優質結構鋼焊接、整體經過回火消除應力處理,然后精密機械加工而成。驅動裝置裝于箱體內部,其傳動鏈為:伺服電機—SEW減速器—鏈傳動—主軸。主軸兩端均裝有卡盤,工件可在兩工位裝夾切割,方便大、小直徑類型的工件。
4.4、 縱向行走部件
縱向行走由伺服電機驅動、經NEUGART減速器、柔性嚙合齒輪齒條副,沿床身上直線導軌運動。
割炬的升降機構位于行走部件內部。其升降控制由高精度電機控制,通過高精度減速機構、精密絲杠傳動、直線導軌定位,使割槍調整方便。在割炬有效行程上設有電氣限位開關保護,外部裝有防塵罩,結構合理,升降靈活可靠,定位精度高。同時設有手動微調機構,可實現自動、手動升降控制和手工角度調整。
4.5、 FastPIPR自動編程套料軟件
FastPIPE系列軟件是專業的管切割編程軟件,其軟件包括了簡單管子開孔、端面切割的加工生產過程。軟件兼容性:可讀入和輸出DXF和IGES文件,可讀入DWG文件。
4.6、 氣源控制
氣體控制盤裝于數控系統下方,可調整切割氧、預熱氧的壓力,燃氣壓力無須手工調節。控制盤上裝有氣壓表可顯示氧氣、燃氣的壓力值。
各電磁閥、自動點火附件均裝于行走部件頂部。
4.7、 切割原理
這是一臺二軸聯動的數控切管機的設計方案,驅動軸為縱向行走和卡盤回轉軸,割槍保持在管子的高點位置上,并始終保持垂直或沿工件軸線做一定的偏轉。它可以完成管子上的馬鞍形相貫線切割,以及各種端面和槽孔的切割,同時可做簡易的坡口切割工作。示意圖2如下:
圖2 切割原理示意圖
5.主要功能:
5.1、 穩定性極強的數控系統
采用免風扇低功耗工業級CPU,不帶風扇,免除了風扇磨損及損壞和高主頻CPU發熱給系統帶來的不穩定因素;
采用寬溫級抗震動免維護電子硬盤,不再使用機械式旋轉硬盤,免除了使用機械旋轉硬盤導致發熱、震動損壞硬盤磁道、病毒感染等給數控系統帶來的不穩定因素;
采用硬件運動控制軸卡,實現切割過程的預處理和實時運動控制,免除了使用軟件插補運算導致數控系統死機的不穩定因素,有效提高數控切割的質量和效率;
使用U盤和聯網方式實現NC切割程序的導入,免除使用軟驅的不穩定因素。
5.2、 完善的切割工藝,實現“一鍵式”自動切割
提供用戶自定義切割設置功能,實現切割功能多樣化。設置自動點火、自動穿孔切割邏輯,實現自動穿孔;
提供不同材質、不同板厚切割參數數據庫,實現自動切割;
提供完善的拐角自動加減速和圓弧自動加減速,確保拐角和圓弧切割質量;
獨特的明盲孔自動判別功能,可自動實現借邊切割,有效減少和避免預熱穿孔。
5.3、 完善的編程操作與切割工藝
中文、英文操作系統自動切換;
英制或公制單位自由轉換;
斷電、斷點自動保護功能;
中文、英文文字切割功能;
5.4、 安裝和設置特性
內設火焰、等離子、高壓水切割參數數據庫,設置好自動穿孔、自動切割的切割邏輯,實現自動切割、高效切割;
安裝FastCNC數控系統獨有的為實用便捷的無線遙控器,有效提高工件校正、起割定點、切割拐角加減速的操作效率。
5.5、 主要參數
128MB寬溫級抗震動免維護電子硬盤;
免風扇低功耗工業級CPU,128MB內存,
支持U盤接口,串口,并口及網卡;
提供無線遙控器;
用于切割和運動邏輯控制的36路信號輸入輸出卡。
6.供貨范圍
6.1、 主機體:含主軸系統、床身、縱向行走部件、控制箱及配套電纜等。
6.2、 數控系統:1套
6.3、 驅動系統:3套(其中日本松下交流伺服驅動2套)
6.4、 火焰割炬:1套
6.5、 自動點火器:1組
6.6、 電控系統:1套,包括空開、交流接觸器、中間繼電器、開關電源、限位開關、所有機床電纜線及插頭、按鈕開關等。
6.7、 FASTPIPE自動編程套料軟件:1套
6.8、 隨機資料一套:包括系統調試和操作說明書各1份,FASTPIPE軟件說明書1份,松下伺服驅動器說明書1份,設備機械及電氣說明書各1份(附電氣原理圖1份)。
6.9、 隨機提供易損件:按鈕開關1只,鈕子開關2只,中間繼電器2個,微型限位2個,縱向齒輪1個,割嘴4個。

訂購:相貫數控切割
